
La maintenance conditionnelle permet de détecter précocement l'usure et la dégradation
Elle est basée sur la surveillance de l'état, les indicateurs de performance dynamiques et l'expertise des équipementiers

La maintenance conditionnelle (CBM) fonde les décisions de maintenance sur des mesures en temps réel de l’état des machines, généralement effectuées par des capteurs. La méthodologie varie selon les secteurs d'activité, mais la collecte et l'analyse des données, la prise de décision et la mise en œuvre opérationnelle constituent les éléments clés récurrents. Grâce à une approche axée sur les données, la CBM ouvre la voie à une maintenance proactive, prédictive et, à terme, autonome, ce qui permet non seulement de prolonger la durée de vie des machines, mais aussi de pérenniser les processus de production.
Dans le cadre de la maintenance conditionnelle (ci-après CBM), on n’intervient que lorsqu’il existe une indication mesurable qu’un composant ou un système se détériore ou menace de tomber en panne. Elle est largement utilisée dans les secteurs industriels, en particulier là où la continuité est cruciale. La méthodologie varie selon les secteurs d’activité, mais le modèle de processus est uniforme: collecte de données, analyse des données, prise de décision et mise en œuvre opérationnelle.
Collecte des données
La collecte de données est au cœur de la maintenance conditionnelle. Les éléments suivants assurent conjointement un suivi et une analyse précis de l'état de dégradation.
Analyse des composants critiques
La première étape consiste à analyser les composants critiques: quels sont les actifs essentiels à l’exploitation, quels sont les principaux mécanismes de défaillance (usure, fatigue, corrosion, surchauffe) et quels paramètres mesurables permettent de détecter précocement la dégradation?

Choix des capteurs
Les capteurs sont choisis en fonction des mécanismes de défaillance et placés sur des points de mesure fixes et reproductibles, aussi près que possible de la source de dégradation potentielle. Un mauvais emplacement peut entraîner du bruit ou passer à côté de défauts.
Surveillance de l’état et prétraitement
La collecte des données s'effectue soit par surveillance continue (les capteurs envoient des données en temps réel vers un automate programmable, un système SCADA ou une plateforme IoT), soit par des mesures périodiques (lors de tournées d'inspection à l'aide d'appareils de mesure portables). Le prétraitement peut consister en un filtrage du bruit, une conversion vers le spectre de fréquences (FFT) et la détection d’anomalies.
Transmission
Le transport des données s’effectue sur différents réseaux. Il peut s’agir de réseaux câblés (4–20 mA, Profibus), sans fil (Wi-Fi, LoRaWAN, 5G) ou via des plateformes IoT industrielles. Les points à prendre en compte sont la sécurité des données (cryptage), le temps de latence et la fiabilité de la connexion.
Stockage
Les données collectées peuvent être stockées dans des bases de données historiques, des environnements cloud et des systèmes de gestion des actifs. Il s’agit d’un enregistrement structuré, comprenant l’horodatage, l’identifiant de l’actif (Asset-ID), l’identifiant du capteur (Sensor-ID), les valeurs mesurées et les paramètres environnementaux. Des données erronées ou incomplètes compromettent bien évidemment les analyses prédictives.

Analyse des données
Le composant ' analyse des données' peut être considéré comme le cerveau de la CBM. En général, une telle analyse s'appuie sur des modèles statistiques ou des algorithmes d'apprentissage automatique.
Modèles statistiques
Les plus couramment utilisés en CBM sont:
- la régression linéaire: adaptée aux modèles de dégradation linéaires et facile à interpréter;
- la régression logistique: particulièrement adaptée aux décisions de maintenance grâce à la prédiction directe des probabilités;
- le modèle de Cox à risque proportionnel: un modèle standard en ingénierie de fiabilité qui tient compte de la censure et combine les informations relatives au temps et à l’état.
Algorithmes d'apprentissage automatique
Le modèle apprend à reconnaître et à interpréter des modèles dans des données (nettoyées) en ajustant ses paramètres de manière à minimiser les erreurs sur les données d'apprentissage. Vient ensuite une évaluation de la capacité de généralisation sur des ensembles de validation et de test: l’ensemble de validation sert alors à l’ajustement, tandis que l’ensemble de test est utilisé pour l’évaluation finale.
Prise de décision
La prise de décision fait le lien entre les conclusions techniques et les interventions de maintenance concrètes. La mise en œuvre varie bien sûr selon le secteur d’activité, mais on observe ici aussi un déroulement caractéristique par étapes.
Interprétation des résultats d’analyse
La première étape consiste ici à examiner dans quelle mesure les valeurs mesurées s’écartent des valeurs normatives ou de référence et à quelle vitesse une éventuelle dégradation progresse (analyse des tendances). Pour ce faire, les valeurs mesurées sont comparées à des données historiques et à des valeurs de référence. Afin d’exclure (ou de pouvoir exclure) les erreurs de mesure ou le bruit, la validation des écarts est indispensable.
Analyse des risques et de l’impact
Un écart ne nécessite pas toujours une intervention immédiate. Les critères à prendre en compte sont notamment la probabilité de défaillance dans un délai donné, les conséquences éventuelles en matière de sécurité, de production, de dommages environnementaux et/ou de coûts, ainsi que l’impact de la défaillance (criticité). La nécessité d’une intervention est généralement déterminée à l’aide d’une matrice de risques (probabilité × impact).
Évaluation des options d’intervention
Les mesures sont prises sur base de l’évaluation technique et de l’évaluation des risques. Il peut s’agir d’une maintenance corrective immédiate, de l’anticipation d’une maintenance planifiée, d’un renforcement de la surveillance ou de l’application de la stratégie 'run-to-failure'. En cas de risque négligeable, il est possible de renoncer à toute intervention en fonction de facteurs tels que la planification de la production, le rapport entre les temps d’arrêt et les coûts de maintenance, ainsi que les obligations contractuelles.
Prise de décision formelle et hiérarchisation des priorités
Une fois la décision prise, l’intervention choisie est priorisée dans le planning de maintenance, enregistrée dans un système de gestion de la maintenance (CMMS/EAM) et planifiée à un moment opportun, par exemple lors d’un arrêt de production. La prise de décision est généralement multidisciplinaire; en cas de conséquences importantes, l’approbation de la direction est requise en règle générale.

Feedback et optimisation
Le retour d’information constitue un élément essentiel de la prise de décision, avec des questions telles que:
- la décision prise s’est-elle avérée efficace?;
- les prévisions étaient-elles précises?;
- faut-il ajuster les seuils d'alerte ou les modèles?
Cette boucle de feedback garantit une amélioration continue de la politique de maintenance et renforce en outre la fiabilité des décisions futures.
Mise en œuvre opérationnelle
Au cours de cette dernière phase du processus, les décisions sont traduites en actions concrètes visant à effectuer des opérations de maintenance de manière proactive et au moment opportun, avec un impact minimal sur la production et une efficacité maximale de l’intervention.
Planification et coordination de la maintenance
Les activités de maintenance sont planifiées en fonction des priorités, de la disponibilité des ressources et d’une interruption minimale de la production. Cela peut notamment se faire en combinant la maintenance avec des périodes d’arrêt déjà prévues (scheduled downtime).
Affectation des ressources
Le terme 'ressources' désigne le matériel, l’outillage et le personnel. Dans le cas d’interventions complexes – remplacement de composants critiques ou réparations sophistiquées –, il peut s’avérer nécessaire de faire appel à une expertise spécifique.
Travaux de maintenance
Le personnel de maintenance réalise les interventions conformément aux décisions prises. Ces travaux sont effectués dans le strict respect des procédures établies et des consignes de sécurité, en veillant scrupuleusement à l’intégrité du personnel, des équipements et de l’environnement de travail.
Suivi des interventions
Pendant l’exécution, les données des capteurs et les indicateurs de progression sont enregistrés afin de pouvoir évaluer si l’intervention produit l’effet souhaité. L’enregistrement immédiat des éventuels écarts permet un ajustement rapide
Enregistrement et retour d’information
Toutes les actions, tous les résultats et toutes les observations éventuelles sont documentés dans le système de gestion de la maintenance. Ces données constituent une contribution précieuse pour la collecte future de données et la prise de décision, ce qui permet une amélioration cyclique du processus de maintenance prédictive (CBM).

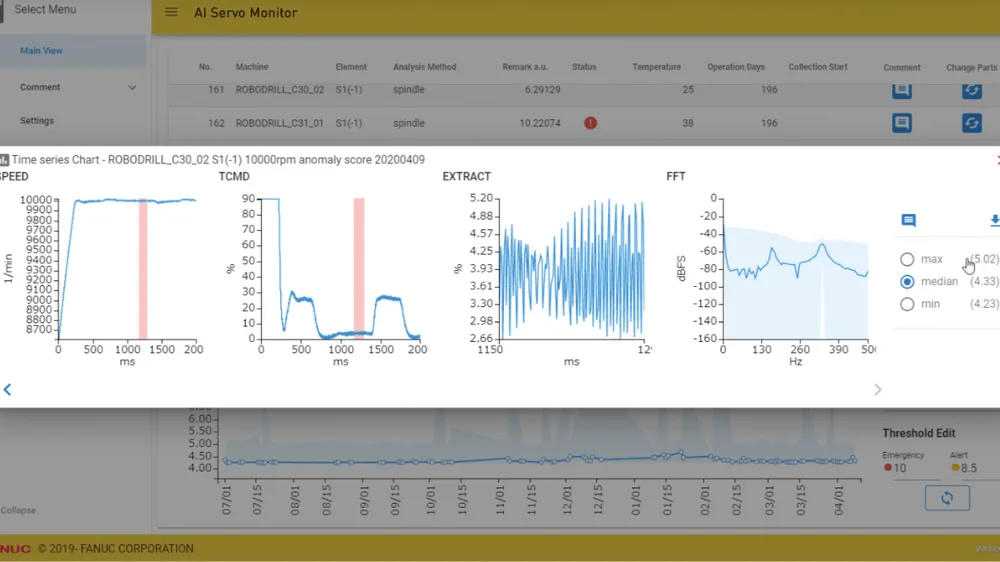
La CBM dans le domaine du contrôle de mouvement
Dans le domaine du contrôle de mouvement, des aspects tels que la précision, la dynamique et la répétabilité sont cruciaux. Même une dégradation minime des composants peut entraîner des pertes opérationnelles; c’est pourquoi, dans ce domaine, la CBM vise à optimiser les performances de chaque composant. On peut citer notamment les servomoteurs, les entraînements, les codeurs, les réducteurs et les guidages linéaires. L’objectif est toujours la détection précoce de l’usure et de la dégradation.
En général, cela s’effectue selon une chaîne fixe, basée sur les données: collecte de données → extraction de caractéristiques → évaluation de l’état/détection d’anomalies → diagnostic → pronostic → décision de maintenance.
Cette approche n’est toutefois pas universelle: dans la pratique, certaines étapes sont parfois combinées ou réorganisées. Les éléments clés sont les techniques de surveillance de l’état, les indicateurs de performance dynamiques et l’expertise en matière de machines spécifique aux équipementiers (OEM).
Techniques de surveillance de l’état
Outre les analyses couramment utilisées du courant, des vibrations et de la température, les systèmes de contrôle de mouvement font notamment appel aux techniques suivantes:
- l’analyse des signaux de codeur (erreurs de position, gigue, indications de jeu);
- surveillance du jeu et de la rigidité (pour les réducteurs et les broches);
- surveillance de l'erreur de suivi du servomoteur comme indicateur direct de la qualité de la régulation (il s'agit d'un indicateur de performance permettant d'évaluer la qualité de la régulation et la dégradation mécanique);
- surveillance de l'état de lubrification des guidages linéaires et des broches.
Ensemble, ces signaux fournissent des informations tant sur l'usure mécanique que sur la dégradation des performances de régulation.
Indicateurs de performance dynamiques
Outre les données directes des capteurs, les indicateurs clés de performance (KPI) jouent un rôle important:
- dépassement: une mesure pour l’amortissement et le réglage du système;
- comportement de résonance: indicateur des changements dans les propriétés dynamiques du système et d’une sensibilité accrue aux vibrations ou à l’instabilité;
- temps de stabilisation: la vitesse à laquelle un système se stabilise;
- marges de stabilité de la boucle de régulation: une mesure de la robustesse et de la réserve de stabilité;
- comportement en termes de rigidité et de conformité: indicateur de la rigidité mécanique et de l’état structurel du système.
Ces indicateurs constituent une 'empreinte dynamique' du système; tout écart peut indiquer aussi bien une dégradation mécanique qu'une détérioration du réglage du contrôleur.

Expertise spécifique à l’OEM
L’expertise du fabricant d’équipement d’origine (OEM) est essentielle à cette approche de maintenance. Celle-ci comprend notamment la connaissance du comportement de référence (comportement normal en fonctionnement), des points d’usure critiques et des schémas de défaillance typiques, le réglage précis des paramètres de contrôle de mouvement, par exemple les tolérances et les profils de charge, ainsi que l’interprétation des données des capteurs spécifiques à la machine.
Les principaux avantages de la CBM sont une durée de vie prolongée des composants, une réduction des coûts de maintenance et une meilleure prévisibilité des interventions de maintenance. Non seulement elles permettent d’éviter les arrêts imprévus, mais elles sont également indispensables au regard de la législation et de la réglementation: les entreprises doivent pouvoir démontrer qu’elles maîtrisent l’intégrité et le fonctionnement de leurs actifs.
Avec la collaboration d’Istec, Nidec, Nord Aandrijvingen Belgique, SKF, Endress+Hauser, Fanuc et SEW Eurodrive